
 With VISUALFURNACE 8, EBNER sets new digitalization standards. This modular .NET-based process control system supports hybrid networking and seamless integration with MES, PM, and ERP systems. Smart extensions like ATMOSPHEREperfect and MAINTENANCEperfect modules enhance efficiency, safety, and sustainability. Even existing systems can be upgraded to meet the latest standards. EBNER’s digital solutions turn sustainability into a competitive advantage through energy savings and intelligent process optimization.
With VISUALFURNACE 8, EBNER sets new digitalization standards. This modular .NET-based process control system supports hybrid networking and seamless integration with MES, PM, and ERP systems. Smart extensions like ATMOSPHEREperfect and MAINTENANCEperfect modules enhance efficiency, safety, and sustainability. Even existing systems can be upgraded to meet the latest standards. EBNER’s digital solutions turn sustainability into a competitive advantage through energy savings and intelligent process optimization.
Digitalization at EBNER includes the seamless integration of systems from the control level (PLC) via SCADA up to MES and ERP systems. This vertical networking enables the most efficient operation of the systems, as processes can be precisely controlled and resources optimally used. An example of this is the ATMOSPHEREperfect software module, which can save up to 20 % energy and hydrogen consumption through intelligent control.
Horizontal networking between systems enables in-line process control, predictive maintenance, digital shop floor management, and real-time energy monitoring. Tools like customizable energy dashboards and backup solutions ensure transparency and support continuous optimization.
In response to rising energy costs and the push for digitalization, EBNER developed the ATMOSPHEREperfect software module for HICON/H₂® bell annealers. This intelligent system uses real-time data and advanced algorithms to automatically regulate hydrogen flow, reducing energy and hydrogen consumption by up to 20 % without compromising product quality. Integrated into the VISUALFURNACES platform, it improves process stability, supports decarbonization, and strengthens the steel industry’s competitiveness through digital transformation and sustainability.
Energy savings
ECOMODE and TREATperfect are advanced tools designed to reduce energy consumption in heat treatment. ECOMODE optimizes fan and blower speeds, and also adjusts annealing times for maximum efficiency. TREATperfect enhances this with intelligent, real-time control and predictive planning – minimizing energy use, emissions, and material waste. Together, they improve furnace performance, increase throughput, and support sustainable, cost-effective manufacturing—even in retrofitted systems.
Energy savings
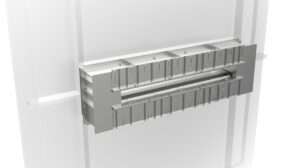
 The GREENBAFx® product line was developed in response to customer demand for equipment that combines market competitiveness, regulatory compliance, and energy efficiency. Designed to meet strict environmental standards, including climate protection initiatives and air pollution regulations, the furnace significantly reduces energy consumption and emissions. With features such as an emission-free process, integrated electric heating, and advanced heat exchange between charge stacks, it achieves energy savings of up to 30 %. The system also minimizes crane movements and allows for compact layouts, while its modular components can be retrofitted for added flexibility. GREENBAFx® represents a forward-thinking solution that benefits both customers and the environment through innovation and sustainability.
The GREENBAFx® product line was developed in response to customer demand for equipment that combines market competitiveness, regulatory compliance, and energy efficiency. Designed to meet strict environmental standards, including climate protection initiatives and air pollution regulations, the furnace significantly reduces energy consumption and emissions. With features such as an emission-free process, integrated electric heating, and advanced heat exchange between charge stacks, it achieves energy savings of up to 30 %. The system also minimizes crane movements and allows for compact layouts, while its modular components can be retrofitted for added flexibility. GREENBAFx® represents a forward-thinking solution that benefits both customers and the environment through innovation and sustainability.
Learn more about our GREENBAFx® here.
CO2 reduction, NOx reduction, Energy savings

The EBNER Temperature Measurement System ensures precise, real-time temperature monitoring throughout the entire process, including the water quench phase, and complies with the AMS 2750 and CQI-9 standards. With a 6-channel data logging system, it enables better control of heating and cooling cycles, reducing soaking time, optimizing cooling, and lowering energy consumption. The design also supports reduced water flow, improved strip shape, and full verification of the heat treatment process. The rapid installation, adjustable system parameters and safe, regular facility surveys make it a reliable and efficient solution.
Learn more about our Temperature Measurement System.
Energy savings
 Our optimized design for a furnace inlet provides an energy savings of over 20 % in comparison to conventional designs, significantly reducing carbon emissions and minimizing the impact of heat on surrounding areas. The flexible configuration of the inlet can be adapted to suit a wide variety of strip formats and can be easily installed in existing facilities, making it both efficient and future-proof.
Our optimized design for a furnace inlet provides an energy savings of over 20 % in comparison to conventional designs, significantly reducing carbon emissions and minimizing the impact of heat on surrounding areas. The flexible configuration of the inlet can be adapted to suit a wide variety of strip formats and can be easily installed in existing facilities, making it both efficient and future-proof.
CO2 reduction, Energy savings
To ensure that energy resources are used efficiently, one of our core sustainability goals is to continuously reduce and control heat losses at our industrial furnaces. In response to customer requests, we have focused on improving the insulation of the furnace walls by incorporating higher-quality materials and implementing more effective design approaches.
This improved insulation significantly reduces heat losses, by as much as 15 %. By improving thermal efficiency, we reduce operating costs and contribute to environmental sustainability by lowering the overall carbon footprint. These efforts align with our commitment to sustainable production and responsible energy usage, ensuring we fulfill both the expectations of our customers and global sustainability standards.
Energy savings
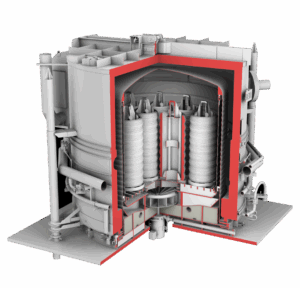
 An EBNER hydrogen recycling system minimizes hydrogen losses by efficiently filtering and reusing it during the process. This approach enhances energy efficiency, reduces hydrogen consumption and contributes to the long-term reduction of operating costs..
An EBNER hydrogen recycling system minimizes hydrogen losses by efficiently filtering and reusing it during the process. This approach enhances energy efficiency, reduces hydrogen consumption and contributes to the long-term reduction of operating costs..
- Reduced consumption of H2 process atmosphere.
- Lower operating costs and rapid ROI.
- Hydrogen contaminated with lubricant is “flared off” at the outburner (the energy that is released is reused at the heating bell).
- Minimally-contaminated hydrogen (e.g., from the soaking phase) is stored and reused as a process atmosphere during the heating phase (in which lubricants evaporate) of the next process.
- At bell annealer facilities, hydrogen consumption can be reduced up to 30 % (depending on the operating mode).
- At continuous heat treatment facilities, hydrogen consumption can be reduced by up to 75 % – without influencing the quality of the strip surface.
Energy savings
 Waste heat recovery plays a key role in improving energy efficiency, as it recycles thermal energy from exhaust gases and cooling water. Internally, this recovered energy supports processes such as the preheating of strip, the heating of degreaser tanks and drying. Externally, it can be used to heat workshops, showers or meet other facility needs – reducing both overall energy consumption and environmental impact.
Waste heat recovery plays a key role in improving energy efficiency, as it recycles thermal energy from exhaust gases and cooling water. Internally, this recovered energy supports processes such as the preheating of strip, the heating of degreaser tanks and drying. Externally, it can be used to heat workshops, showers or meet other facility needs – reducing both overall energy consumption and environmental impact.
CO2 reduction, Energy savings
The EBNER Process Atmosphere Burn-out Burner uses combustion to collect energy from the process atmosphere, as it “flares off” flammable waste products. This energy is then returned directly to the process, for example to the heating bell of a bell annealer facility. This also has the effect of reducing air pollution, as vaporized lubricants combust.
Energy savings
Combustion air preheating significantly boosts energy efficiency and reduces CO₂ emissions. Central recuperators offer fuel savings of up to 20 % in applications like austenitizing furnaces, while radiant tubes with recuperative burners achieve savings of up to 30 %. In comparison with conventional systems, large recuperators can reduce fuel consumption and carbon emissions by 7 % at bell annealer facilities.
CO2 reduction, Energy savings
In response to rising energy costs and the push for digitalization, EBNER developed the ATMOSPHEREperfect software module for HICON/H₂® bell annealers. This intelligent system uses real-time data and advanced algorithms to automatically regulate hydrogen flow, reducing energy and hydrogen consumption by up to 20 % without compromising product quality. Integrated into the VISUALFURNACES platform, it enhances process stability, supports decarbonization, and strengthens the steel industry’s competitiveness through digital transformation and sustainability.
Energy savings
ECOMODE and TREATperfect are advanced tools designed to reduce energy consumption in heat treatment. ECOMODE optimizes fan and blower speeds and adjusts annealing times for maximum efficiency. TREATperfect enhances this with intelligent, real-time control and predictive planning, minimizing energy use, emissions, and material waste. Together, they improve furnace performance, increase throughput, and support sustainable, cost-effective manufacturing—even in retrofitted systems.
Energy savings
The ECOBURN FL flameless burner ensures stable combustion without a visible flame, using exhaust gas recirculation to achieve uniform temperature distribution. This advanced design reduces NOx emissions by up to 60 % compared to conventional flame burners, making it a highly efficient and environmentally-friendly solution.
Learn more about our burner systems here.
NOx reduction
Waste heat recovery plays a key role in improving energy efficiency, as it recycles thermal energy from exhaust gases and cooling water. Internally, this recovered energy supports processes such as the preheating of strip, the heating of degreaser tanks and drying. Externally, it can be used to heat workshops, showers or meet other facility needs – reducing both overall energy consumption and environmental impact.
CO2 reduction, Energy savings
By reducing the concentration of O₂ in the combustion air, an EBNER exhaust gas return system can reduce NOx emissions by up to 25 %.
NOx reduction
The ECOBURN H2 FLEX offers the greatest possible degree of flexibility, as it can be operated with natural gas, hydrogen or any desired mixture of the two. It supports combustion air preheating up to 550 °C, and is designed to allow external exhaust gas admixing. With UV flame supervision, an infinitely variable output range of 60 – 175 kW per burner and an optional flameless mode, this burner provides high efficiency, low emissions and reliable performance in a wide variety of applications.
CO2 reduction
 Electrification is a critical driver in the transition toward sustainable industrial processes. It offers a significant reduction in emissions, which is essential in addressing climate change and meeting global decarbonization goals. By replacing gas-fired burners with electric solutions, industries can achieve alignment with environmental regulations.
Electrification is a critical driver in the transition toward sustainable industrial processes. It offers a significant reduction in emissions, which is essential in addressing climate change and meeting global decarbonization goals. By replacing gas-fired burners with electric solutions, industries can achieve alignment with environmental regulations.
- Can be retrofitted into existing gas-fired systems
- Applicable for various furnaces with low to high-temperature applications
- Electric radiant tubes
- Resistance heating systems
- Induction Heating systems
- Hybrid heating system
CO2 and NOx reduction
Our optimized design for a furnace inlet provides an energy savings of over 20 % in comparison to conventional designs, significantly reducing carbon emissions and minimizing the impact of heat on surrounding areas. The flexible configuration of the inlet can be adapted to suit a wide variety of strip formats and can be easily installed in existing facilities, making it both efficient and future-proof.
CO2 reduction, Energy savings
 HICON/H2Q quenching technology replaces traditional molten metal quenching methods in hardening and tempering lines, eliminating the use of lead and its associated emissions. The results in a bright, lead-free strip surface with improved product quality. Downstream processes like grinding or polishing can often be avoided, and working conditions for strip cleaning personnel are significantly improved.
HICON/H2Q quenching technology replaces traditional molten metal quenching methods in hardening and tempering lines, eliminating the use of lead and its associated emissions. The results in a bright, lead-free strip surface with improved product quality. Downstream processes like grinding or polishing can often be avoided, and working conditions for strip cleaning personnel are significantly improved.
Pb reduction
The SCR (Selective Catalytic Reduction) system is designed to significantly reduce NOx emissions in furnace operations.
- NOx reduction with SCR system at the exhaust gas stack
- Catalyzer unit for chemical reaction and NOx reduction
- Continuous monitoring of exhaust gas emissions
- Meets strict emission standards
- Possibility to upgrade existing facilities
- Several successful installations
NOx reduction
 EBNER strip cleaning systems can be operated either without or with a minimal amount of lye. The primary cleaning agent is hot water under high pressure, and in many cases the use of lye can either be minimized (e.g. used only in specific cleaning zones like the brush cleaning zone) or even eliminated entirely.
EBNER strip cleaning systems can be operated either without or with a minimal amount of lye. The primary cleaning agent is hot water under high pressure, and in many cases the use of lye can either be minimized (e.g. used only in specific cleaning zones like the brush cleaning zone) or even eliminated entirely.
Learn more about our Strip Cleaning Facilites.
NaOH reduction, KOH reduction
The GREENBAFx® product line was developed in response to customer demand for equipment that combines market competitiveness, regulatory compliance, and energy efficiency. Designed to meet strict environmental standards, including climate protection initiatives and air pollution regulations, the furnace significantly reduces energy consumption and emissions. With features such as an emission-free process, integrated electric heating, and advanced heat exchange between charge stacks, it achieves energy savings of up to 30 %. The system also minimizes crane movements and allows for compact layouts, while its modular components can be retrofitted for added flexibility. GREENBAFx® represents a forward-thinking solution that benefits both customers and the environment through innovation and sustainability.
Learn more about our GREENBAFx® here.
CO2 reduction, NOx reduction, Energy savings
Combustion air preheating significantly boosts energy efficiency and reduces CO₂ emissions. Central recuperators can save up to 20 % fuel in applications like austenitizing furnaces, while radiant tubes with recuperative burners achieve savings of up to 30 %. In bell annealing furnaces, large recuperators offer an additional 7 % fuel and CO₂ reduction compared to standard systems.
CO2 reduction, Energy savings