SimCAL Gen3

SimCAL Gen5

Pot furnace


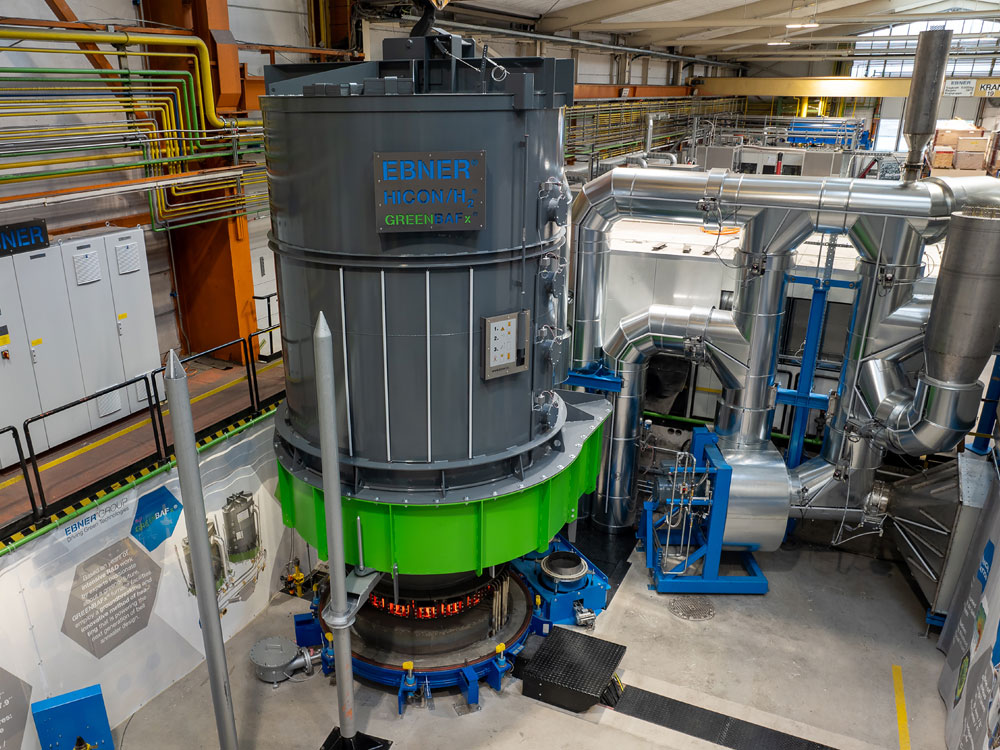
GREENBAFx®
HITT - high-temperature bell annealer facility

Roller-hearth furnace (for temperatures up to 980 °C)

Roller-hearth furnace (for temperatures up to 600 °C)

HICON® floater furnace

Radiant tube testing rig

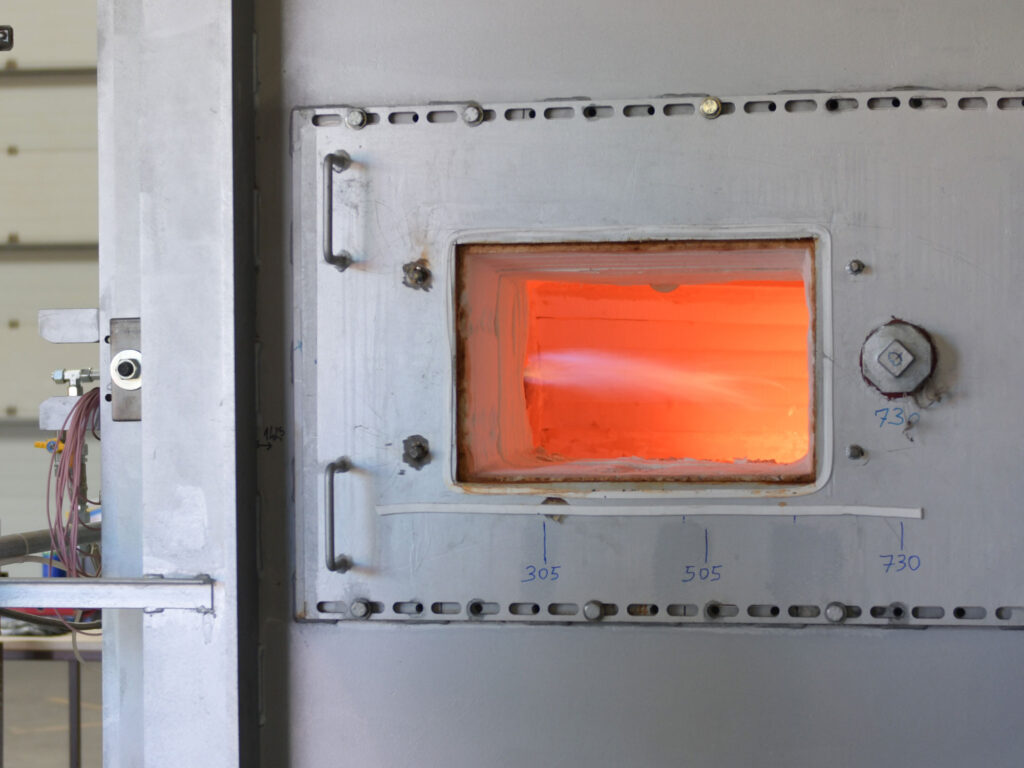
Burner test rig